Écrit par Robin
Ingénieur principal, Test Doaho (DHT®))
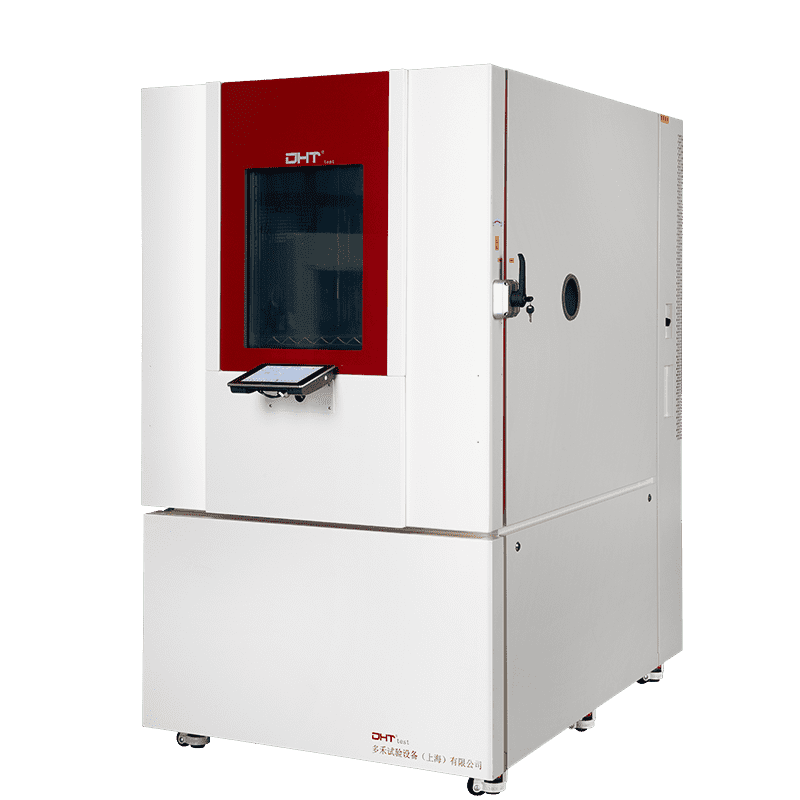
Principe fonctionnel et composition technique
-
Système de contrôle de la température et de l'humidité Il utilise un système de réfrigération en cascade à deux étages (-80 °C à +180 °C) ainsi qu'un système d'humidification/déshumidification à vapeur (5 %-98 % RH). Un algorithme PID maintient la température à ±0,5 °C et l'humidité à ±1 % RH. La conception exclusive du condenseur à double canal de DHT® permet d'augmenter la vitesse de refroidissement à 3 °C/min dans le modèle standard.
-
Système de circulation d'air Un réseau de conduits vectoriels 3D associé à un ventilateur centrifuge EC permet de régler en continu les vitesses d'air de 0,5 à 1,5 m/s. Les guides de flux optimisés par CFD garantissent une uniformité de la température interne de ≤±0,3 °C (conformément à la norme ISO 18562).
-
Système de contrôle intelligent Doté d'une architecture PLC + SCADA de qualité industrielle, il est livré préchargé avec 23 séquences de programmes d'essai internationaux (y compris IEC 60529-2013), prend en charge jusqu'à 1 000 étapes programmables et échantillonne des données jusqu'à 10 Hz.

Principaux avantages
-
Grandes dimensions Volume & Haut Compatibilité Idéal pour les unités de taille normale, les échantillons en lots ou les tests complexes à conditions multiples ; les caractéristiques optionnelles comprennent des supports internes, des fenêtres de visualisation et des ports utilitaires.
-
Rapport coût-efficacité La grande capacité de charge répartit la consommation d'énergie sur un plus grand nombre d'unités, ce qui permet de réduire les coûts énergétiques par essai de plus de 30 % par rapport aux chambres de paillasse.
-
Capacité multi-stress L'application simultanée de la température, de l'humidité, des vibrations, du brouillard salin et d'autres contraintes permet de répondre aux normes IEC, MIL et GB.
-
Facilité d'utilisation & Sécurité Le contrôle automatique PLC avec interface tactile, les portes verrouillées et les boutons d'arrêt d'urgence garantissent la sécurité de l'opérateur.
-
Expansion et personnalisation flexibles La conception modulaire ou intégrée permet l'installation sur site et l'ajout de modules, ce qui permet d'adapter les fonctions à l'évolution des exigences en matière de tests.
Applications typiques
-
Essais de véhicules à énergie nouvelle Conforme à la norme GB 38031-2020 relative à la sécurité des piles, il effectue 1 000 cycles haute/basse température (de -40 °C à +60 °C) avec des transitions de température en moins de 5 minutes.
-
Qualification aérospatiale Conformément à la norme RTCA DO-160G, il simule des altitudes allant jusqu'à 30 000 pieds et des chocs thermiques allant de -65 °C à +150 °C dans le cadre de tests combinés.
-
Recherche sur le vieillissement des matériaux Avec un module optionnel de vieillissement accéléré par lampe au xénon, il reproduit 10 ans de vieillissement naturel en extérieur en 1 200 heures, conformément à la norme ISO 4892-2.
Lignes directrices de sélection
-
Utilisation de l'espace: Les objets à tester ne doivent pas occuper plus de 70 % du volume utilisable de la chambre (DHT® propose des modèles de 5 m³ à 50 m³).
-
Gamme de performances: Sélectionnez une plage de travail dépassant d'au moins 20 % vos besoins réels (par exemple, si votre produit fonctionne entre -30 °C et +70 °C, choisissez un modèle de -40 °C à +100 °C).
-
Modules d'extension: Le DHT® permet l'intégration de 28 modules optionnels, dont le brouillard salin (ASTM B117) et la basse pression (10 kPa), pour répondre à des besoins d'essais spécifiques.
Les solutions innovantes de DHT
-
Maglev Compresseur: Fonctionnement ultra-silencieux à 38 dB(A), même à -80 °C.
-
Evaporateur à revêtement nano-hydrophobe: Augmente l'efficacité de la déshumidification de 50 % et réagit aux changements d'humidité en moins de 30 secondes.
-
Système de jumelage numérique: Utilise le prototypage virtuel pour réduire les cycles de mise en service de 60 %.
Conclusion
À mesure que les exigences de fiabilité augmentent, le choix d'une chambre d'essai DHT® certifiée ILAC-MRA garantit non seulement la précision de vos données d'essai, mais renforce aussi stratégiquement l'avantage concurrentiel de votre produit. Sa conception modulaire s'adapte à l'évolution des besoins en R&D, maximisant ainsi la valeur de votre équipement de test tout au long de son cycle de vie.
Vous avez des exigences en matière de produits ou des questions techniques ? Contact DHT® pour obtenir des conseils d'experts et un soutien personnalisé.
FAQ
Q1: What is a walk-in test chamber and how does it work?
A1 : A walk-in test chamber is a large-scale testing device that simulates extreme environmental conditions by precisely controlling temperature, humidity, and other parameters. It integrates a temperature & humidity control system, an air circulation system, and an intelligent control system to maintain precise conditions, perform programmable test sequences, and ensure uniformity and stability throughout the chamber.
Q2: What are the key advantages of using a walk-in test chamber?
A2 : Les chambres à accès direct offrent un grand volume et une haute compatibilité pour des unités de taille réelle ou des échantillons en lots, une rentabilité en répartissant l'énergie sur plusieurs tests, une capacité multi-stress pour les tests de température, d'humidité, de vibration et de brouillard salin, une facilité d'utilisation avec des commandes automatisées et des fonctions de sécurité, et des options d'extension flexibles grâce à des conceptions modulaires ou intégrées.
Q3: Which industries and applications benefit from walk-in test chambers?
A3 : Walk-in chambers are used across industries such as new energy vehicle testing (battery safety and thermal cycling), aerospace qualification (altitude and temperature shock simulations), and material aging research (accelerated outdoor aging). They support compliance with standards like GB 38031-2020, RTCA DO-160G, ISO 4892-2, and MIL-STD-810H, providing reliable environmental simulation for R&D and quality assurance.