Written by Shirley
Product Manager, Doaho Test (DHT®)
In the precision-driven world of electronics manufacturing, product reliability is never a coincidence—it is the result of meticulous control over every detail. From the smartphones in our hands to the server clusters powering future technologies, every electronic product must undergo an invisible “environmental trial” before entering the market. At the heart of this trial lies a critical tool: the constant temperature and humidity chamber.
Why Do Electronic Products Need Environmental Testing?
Electronic components and complete systems inevitably face fluctuations in temperature and humidity during their lifecycle. For example:
-
Smartphones may be exposed to scorching summers or humid rainy seasons.
-
Automotive electronic parts must endure repeated cycles of freezing winters and sweltering summers.
-
Servers and communication devices operate for years in high-temperature, high-humidity data center environments.
Such environmental stress can accelerate component aging, cause solder joint cracks, reduce insulation performance, and even trigger corrosion of metals—all of which may ultimately lead to product failure. This is why the electronics industry relies on rigorous environmental simulation testing to validate product durability and reliability.
The constant temperature and humidity chamber is the cornerstone of this process. By replicating extreme conditions with high accuracy, it enables manufacturers to uncover hidden risks long before products reach end users.
The Role of Constant Temperature and Humidity Chambers in Electronics Manufacturing
-
Verifying Product Reliability
These chambers allow long-term testing of electronic products within controlled temperature and humidity ranges. Through accelerated aging and stress simulation, companies can evaluate product lifespans and reduce the likelihood of failures in real-world applications.
-
Boosting R&D Efficiency
During product development, engineers can quickly verify design feasibility using the chamber. For example, will a circuit board short-circuit under high humidity? Can a display module start up properly at low temperatures? These insights allow design optimization before mass production, significantly reducing rework costs.
-
Meeting International Standards and Customer Requirements
The electronics industry serves global markets, where stringent standards—such as IEC, MIL-STD, and GB/T—apply. Constant temperature and humidity chambers enable testing in full compliance with these standards, ensuring international certification and strengthening market competitiveness.
-
Reducing Quality Risks and After-Sales Costs
Skipping proper environmental testing can result in frequent failures during customer use, leading to costly returns, repairs, and reputational damage. Reliability testing with a chamber minimizes these risks, protecting both product quality and brand integrity.
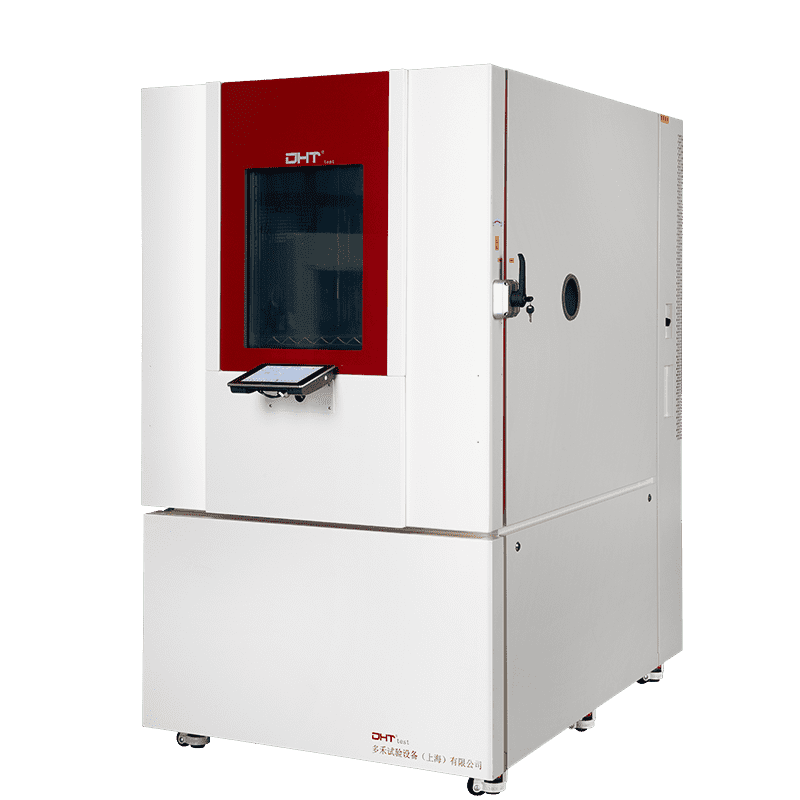
DHT® Constant Temperature and Humidity Chambers
As a trusted choice in precision environmental simulation, DHT® chambers deliver outstanding performance backed by professional engineering. Key advantages include:
-
Extreme Performance, Accurate Results Proprietary intelligent control systems paired with unique air circulation design. Temperature range: -70°C to +250°C. Uniformity: ±0.5°C. Ensures stable and repeatable test outcomes.
-
Premium Quality, Globally Sourced Core components from world-leading brands: Bitzer compressors (Germany), Schneider electrical parts (France), Honeywell sensors (USA), Omron relays (Japan). Stainless steel welded chamber interior offers corrosion resistance and extended durability, increasing lifespan by 30%.
-
Smart Operation, Efficient Management PLC-based control with programmable test cycles and automated execution. Touchscreen interface supports program scheduling, data logging, and remote monitoring. Compatible with mainstream lab management systems.
-
Low Failure Rate, Long Service Life Equipped with premium-grade components for stable performance. Service life of 25+ years reduces maintenance costs significantly.
-
Flexible Customization, Wide Applications Options include non-standard builds, three-zone models, and liquid nitrogen deep-freeze systems. Available in volumes ranging from 100L to 1500L, adaptable for component, module, and complete system testing.
-
High Value for Money At just 60–70% of the price of major international brands, DHT® chambers deliver comparable performance—making them an ideal choice for cost-conscious companies.
Conclusion: Testing as the Guardian of Quality
In the electronics manufacturing industry, product reliability is never a matter of chance—it is the result of rigorous control over every detail. A constant temperature and humidity chamber is not just a piece of equipment, but a vital pillar of a company’s quality assurance system. By combining the precise temperature control of a thermostatic chamber with the advanced humidity regulation of a humidity chamber, it enables manufacturers to uncover hidden risks before products reach the market and safeguard the baseline of quality.
The DHT® constant temperature and humidity chamber, with its precision performance, robust reliability, and flexible customization options, empowers electronics manufacturers to stand out in today’s highly competitive global market. Choosing the right testing solution not only minimizes quality risks and after-sales costs, but also reflects a company’s long-term commitment to user safety and trust.